In today’s rapidly-growing industrial world, factories constantly seek ways to improve safety, boost efficiency, and reduce downtime. A fast growing solution getting more spotlight is the use of AI cameras in factories. AI cameras are intelligent devices with artificial intelligence capabilities , can look at factories and observe operations, find defects with quality, and even predict when maintenance need attention. In this writing, we discuss how AI cameras work in factories, the benefits of AI cameras; and their significance.
What Are AI Cameras in Factories?
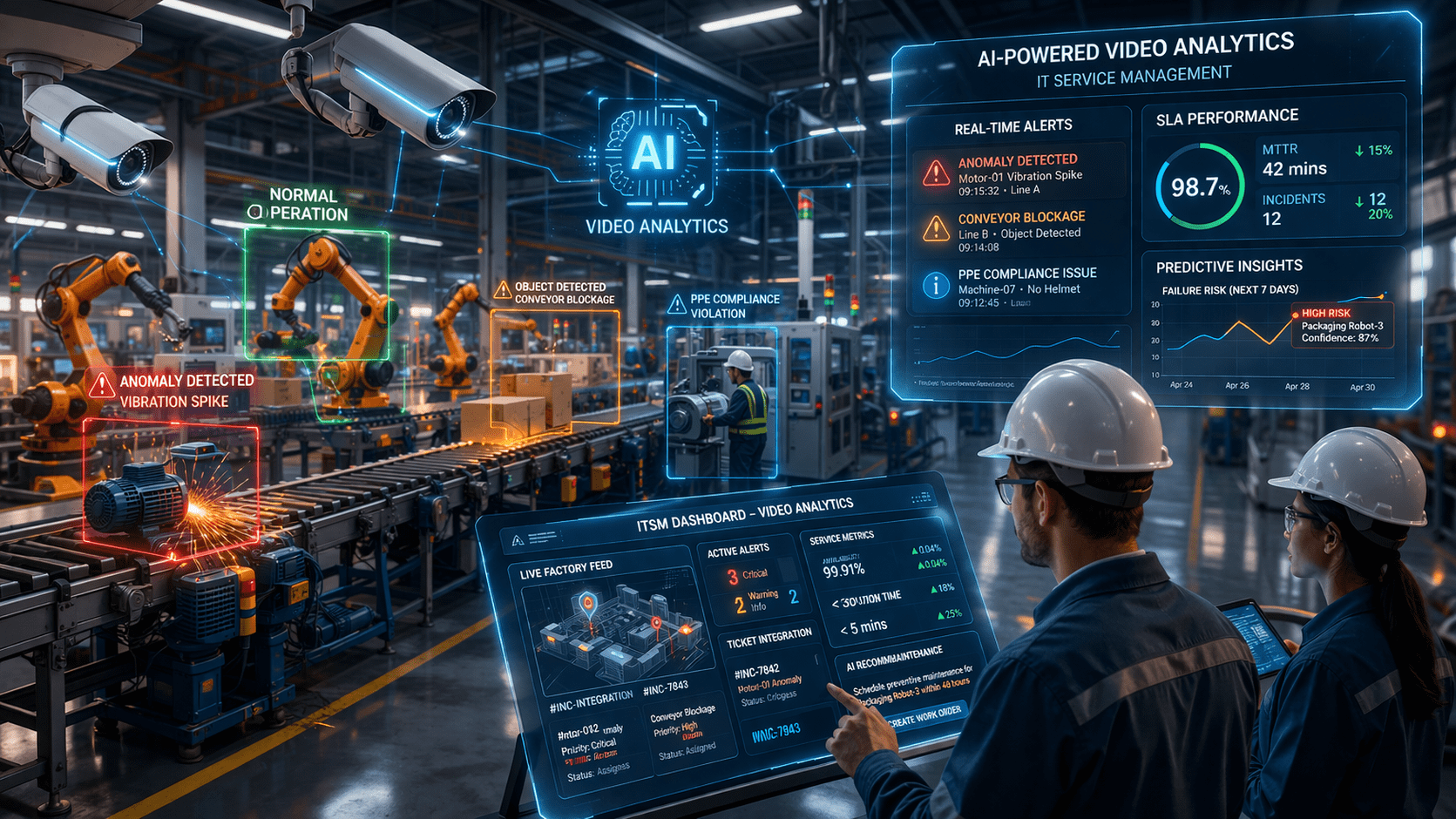
AI cameras in factories are a form of real-time artificial intelligence surveillance. They are much more than regular video cameras, which capture ‘moving’ video, AI cameras are technology that can analyze the ‘electric’ images being captured by Deep Learning algorithms for predefined patterns, outliers, and make determinations based on the images. They are based on computer vision and/or smart technologies, like deep learning algorithms, to record safety issues, operational issues, or abnormalities in the shop floor.
These cameras not only document events, they can also help reduce risks, for example an AI camera can discover a fire hazard or an issue with a machine before the problem can escalate into a costly issue. When cloud-based analytics and monitoring are combined with the camera, the information obtained by the camera can be digitally processed and transferred to the monitoring team in real time. Not only does this provide up-to-the-second alerts for their monitoring teams but it is also a game changer for factories looking to achieve high standards in safety and productivity.
The Importance of AI Cameras in Factories
In factories, time is of the essence. Cameras are often used in traditional surveillances where humans need to analyze images coming from live feeds, leading to delays and/or errors. Factory AI cameras automate the human intervention process. In doing so, they allow managers and workers to detect errors as they happen, resulting in faster response times and cost savings.
Key Points on Their Importance:
- Enhanced Safety: AI cameras identify safety hazards such as workers not wearing protective gear or equipment malfunctions. Early detection can prevent accidents and injuries.
- Improved Quality Control: These systems monitor production lines and detect inconsistencies, ensuring that products meet quality standards.
- Increased Efficiency: With round-the-clock monitoring, AI cameras help reduce downtime by alerting staff immediately about equipment failures or process bottlenecks.
- Data-Driven Decisions: The analytics provided by these cameras offer detailed insights into production performance, which supports continuous improvement efforts.
How Do AI Cameras Work in Factories?
- Video Capture: High-resolution cameras capture continuous real-time footage of the production line.
- Data Processing: The video data is processed locally (edge computing) or in the cloud using deep learning models that have been trained to recognize specific conditions.
- Analysis and Detection: The system compares live footage with baseline data. It detects items such as misplaced parts, machine malfunctions, or abnormal behaviors.
- Real-Time Alerts: When the system detects an error or potential hazard, it sends an immediate alert to factory managers or maintenance teams.
- Data Storage and Reporting: Recorded data is stored securely for future analysis and compliance reporting. Managers can review performance trends over time.
These smart cameras working actively means the managers can manage the problems before they become major. This is one of the main benefits in which AI cameras differ from the traditional ones.
Benefits of Using AI Cameras in Factories
- Early Detection of Defects: AI cameras can detect product defects on the assembly line. This capability ensures that faulty products are removed early, minimizing the production of waste.
- Automated Safety Monitoring: The cameras continuously monitor safety protocols. They alert workers if someone forgets to wear the appropriate safety gear.
- Cost Efficiency: Reducing manual monitoring saves labor costs. Businesses also avoid losses due to equipment downtime and production errors.
- Real-Time Data Insights: The cameras provide instant feedback on factory operations. Detailed dashboards and reports help managers make rapid, data-driven decisions.
- Enhanced Compliance: With real-time photo and video logs, factories can better prove that they adhere to industry safety and quality standards during audits.
Traditional Cameras vs. IndoAI’s Cameras in Factories
Below is a comparison table that helps highlight the key differences between traditional surveillance systems and modern AI cameras in factories:
| Feature | Traditional Cameras | AI Cameras in Factories |
|---|---|---|
| Data Analysis | Manual review, delayed insights | Real-time analysis using deep learning |
| Safety Monitoring | Limited; relies on human oversight | Continuous, automated safety alerts |
| Quality Control | Reactive defect detection | Proactive defect detection and correction |
| Operational Efficiency | Limited support for decision making | Supports real-time operational improvements |
| Cost Effectiveness | Higher labor costs for monitoring | Lower costs through automation |
| Integration with Systems | Basic, standalone systems | Seamless integration with ERP/IoT systems |
Implementation Best Practices
To get the best out of AI cameras in factories, follow these implementation best practices:
- Conduct a Site Survey: Assess your factory floor to isolate priority areas in need of monitoring – think about areas that are atrial points of access or that are dangerous or involve expensive machines.
- Choose the Right Hardware: Select cameras with high resolution and strong AI processing. Select devices based on lighting, environment, and height of install.
- Integrate with Existing Systems: Ensure the new AI can integrate with your ERP or maintenance platforms for seamless information flow.
- Educate Your Staff: Provide training for your staff. Staff should be aware of how their AI system operates and how to react to alerts.
- Regular Maintenance and Updates: Schedule regular binges of system maintenance (always including software updates). This guarantees artificial intelligence models are up to date with changes related to factory conditions and safety standards.
- Pilot Testing: Begin with pilot projects. For example, roll out implementation in once area of your factory and analyze performance; only after you have fully tested it should you roll it out across the factory.
- Monitor and Optimize: Continually assess performance using all data supplied via the AI cameras. Look for patterns and discern areas for improvement.
Future Trends in AI Cameras for Factories
- Advanced Predictive Maintenance: Future systems will not only identify anomalies, they will also predict when the machine needs maintenance. This proactive nature will greatly minimize the potential for unplanned downtime.
- Integration with IoT Sensors: AI cameras will continue to move forward in connection with IoT devices which will allow AI cameras to create a truly connected smart factory environment. Therefore, precision reporting and control will be more powerful than before.
- Enhanced Cognitive Abilities: As deep learning models develop, AI cameras will gain creative understanding of far more complex situations. They may learn to distinguish minor discrepancies to alert and deviations that are not worth alerting.
- Augmented Reality (AR) Support: Managers may don AR glasses to observe the live camera streaming for any anomalies, while having data behind it which will provide a level of insight about operations.
- Energy Efficiency Monitoring: Future systems may even incorporate energy consumption monitoring capabilities. This will assist the factories to monitor power consumption and to improve the airlines sustainability related to production.
Conclusion
Modern manufacturing requires modern methods. AI cameras offer a solution towards a safer, more productive, and more information-led production operation. They provide a safety net against safety issues, but also help with quality assurance, reduce human error and manage the day-to-day operations in real-time. With great ease of installation, with seamless integration into established systems and the ability to monitor happenings before they happen, the returns outweigh the cost quickly.
Know More Our Websites : DutyPar
Know About Our Case Studies : IndoAI